
 [VIP第1年] 指数:1
[VIP第1年] 指数:1

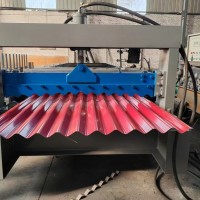
1、整机尺寸约:5600*1300*1200mm;
2、大架:250H钢;
3、中板:12mm厚;
4、成型轴:11排,全部45#钢实心轴,直径Φ70mm;
5、成型轮材质:45#钢淬火硬度:58°;
6、机器重约:2.3吨;
7、传动方式:链条传动,链条:6分;
8、轴承型号:6213型;
9、轴承瓦盒:150*130;
10、压板厚度:0.3-0.8mm;
11、压制速度:8-10米/分;
12、836压瓦机电机功率:3千瓦,行星摆线减速机;
13、剪切刀材质:CR 12;
14、电控系统:工业电脑PLC控制、三晶变频器、带编码器
836圆弧压瓦机在生产过程中难免会出现这样或者那样的问题,常见的就是彩钢板出现偏差的问题,一旦出现了跑偏就会影响机械的生产效率与产品合格率,所以我们要懂得如何改正这些错误,经过长时间的研究、摸索,我们得出了调整这种问题的方法:如果设备板向右面跑的话,需要用铁块垫到左面的角上,或者把右边的滚轴弄平,第几轴跑偏就把第几轴弄平,上面的滚轴应该和下面的滚轴保持一致,如果上面弄平的话,下面也应该弄平,均匀对称的滚轴是不能变的。假如还不行,就先把836圆弧压瓦机的机前、后两排对等的四角从大架调整到底轴上端的高度一致的位置,然后从头一排到后一排,找一根线拉直,检查一下下轴是否在一条水平线上,把下轴左、右两边调成水平。彩钢瓦设备头一排和后一排找好对称点,然后紧固两边锁母,在中间转轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,就可顺着直线调整机器。其实板跑偏的补救方法是需要我们长期生产和试验的,不同的跑偏方向有着不同的补救方法,但是有一点需要注意就是不管是机械的滚轴还是别的零件都需要两边对齐,只有两边对齐才能保持对称,产品生产的形状才会规整。
联系方式15690126655
联系方式15690126655